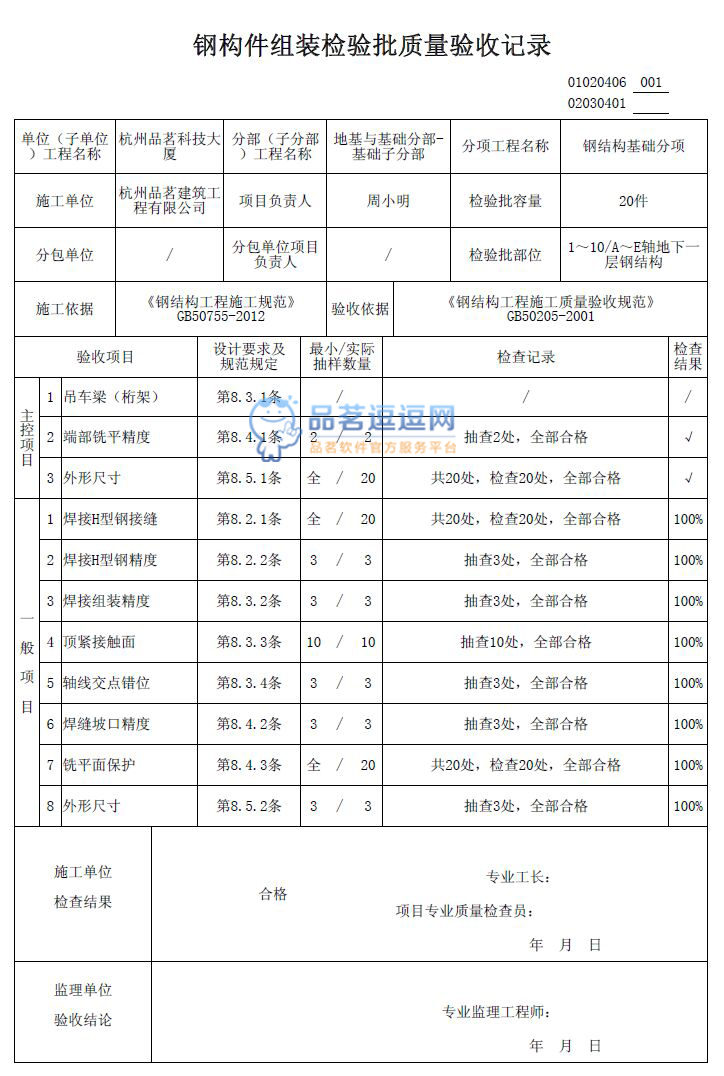
鋼構件組裝檢驗批質量驗收記錄表格示例——
鋼構件組裝檢驗批質量驗收記錄表格填寫說明——
【規范名稱及編號】 《鋼結構工程施工質量驗收規范》(GB50205-2001)
【條文摘錄】
摘錄一:
8.1.2 鋼構件組裝工程可按鋼結構制作工程檢驗批的劃分原則劃分為一個或若干個檢驗批。
摘錄二:
8.2 焊接H型鋼
一般項目
8.2.1 焊接H型鋼的翼緣板拼接縫和腹板拼接縫的間距不應小于200mm。翼緣板拼接長度不應小于2倍板寬;腹板拼接寬度不應小于300mm,長度不應小于600mm。
檢查數量: 全數檢查。
檢驗方法: 觀察和用鋼尺檢查。
8.2.2 焊接H型鋼的允許偏差應符合本規范附錄C中表C.0.1的規定。
檢查數量: 按鋼構件數抽查10%,宜不應少于3件。
檢驗方法: 用鋼尺、角尺、塞尺等檢查。
8.3 組裝
主控項目
8.3.1 吊車梁和吊車桁架不應下撓。
檢查數量: 全數檢查。
檢驗方法: 構件直立,在兩端支承后,用水準儀和鋼尺檢查。
一般項目
8.3.2 焊接連接組裝的允許偏差應符合本規范附錄C中表C.0.2的規定。
檢查數量: 按構件數抽查10%,且不應少于3個。
檢驗方法: 用鋼尺檢驗。
8.3.3 頂緊觸面應有75%以上的面積緊貼。
檢查數量: 按接觸面的數量抽查10%,且不少于10個。
檢驗方法: 用0.3mm塞入面積應小于25%,邊緣間隙應不應大于0.8mm.
8.3.4 桁架結構桿件軸件交點錯位的允許偏差不得大于3.0mm。
檢查數量: 按構件數抽查10%,且不應少于3個,每個抽查構件按節點數抽查10%,且不少于3個節點。
檢驗方法: 尺量檢查。
8.4 端部銑平及安裝焊縫坡口
主控項目
8.4.1 端部銑平的允許偏差應符合表8.4.1的規定。
檢查數量: 按銑平面數量抽查10%,且不應少于3個。檢驗方法:用鋼尺、角尺、塞尺等檢查。
一般項目
8.4.2 安裝縫坡口的允許偏差應符合表8.4.2的規定。
檢查數量: 按坡口數量抽查10%,且不少于3條。
檢驗方法: 用焊縫量檢查。
8.4.3 外露銑平面應防銹保護。
檢查數量: 全數檢查。
檢驗方法: 觀察檢查。
8.5 鋼構件外形尺寸
主控項目
8.5.1 鋼構件外形尺寸主控項目的允許偏差應符合表8.5.1的規定。
檢查數量: 全數檢查。
檢驗方法: 用鋼尺檢查。
一般項目
8.5.2 鋼構件外形尺寸一般項目的允許偏差允許應符合本規范附錄C中表C.0.3-表C.0.9的規定。
檢查數量: 按構件數量抽查10%,且不應少于3件。
檢驗方法: 見本規范附錄C中表C.0.3-表C.0.9
9.2 預拼裝
主控項目
9.2.1 高強度螺栓和普通螺栓連接的多層板疊,應采用試孔器進行檢查,并應符合下列規定:
1. 當采用比孔公稱直徑小1.0mm的試孔器檢查時,每組孔的通過率不應小于85%;
2. 當采用比螺栓公稱直徑大0.3mm的試孔器檢查時,通過率應為100%。
檢查數量: 按預拼裝單元全數檢查。
檢驗方法: 采用試孔器檢查。
一般項目
9.2.2 預拼裝的允許偏差應符合本規范附錄D表D的規定。
檢查數量: 按預拼裝單元全數檢查。
檢驗方法: 見本規范附錄D表D。